 |
|
 Главная
Главная- Анатомия ножа
- Ножны
- Мастерская
- Материалы
 Процесс изготовления
Процесс изготовления- Заточка
- Темляк
- Ковка
- Дамасская сталь
- Булат
- Мокуме Гане
- Ювелирное дело
- Травление
- Химия
- Ножевой бой
- Ножевые интернет ресурсы
- Онлайн магазины
- Чертежи
- Книги
- Делаем первый нож
- Национальные ножи
- История ХО
- Нож. Общая информация.
- Knifehelp благодарит
- Последние обновления
Изготовление перочинного ножа от Chris Crawford
Взято с chriscrawfordknives.com

This tutorial will show you how I make a slip joint pocketknife step by step. I don’t have any special equipment such as milling machines or surface grinders, so the knife in this tutorial should be able to be made in any standard knife shop. If you don’t have some of the tools that I’m using, be creative. Almost every step could be done in a way other than the way I do it. The methods that I use here have come form a combination of other makers, books, discussion forums, and trial and error.
A Note About Safety: The primary purpose of this tutorial is to demonstrate how I go about making a slip joint pocketknife. It is NOT a lesson on shop safety. It is assumed that the reader already knows basic knife shop safety. If not, please do not attempt this project.
Jamey Saunders was kind enough to take this tutorial and compile it into an Adobe PDF file so I could make it available for download. The file is around 10mb, so please be patient as you download it. Thanks Jamey!
Slip joint Tutorial on PDF (10mb)
Click on any of the Images for a larger view.
| (1) |  |
| (2) |  |
It’s a pretty difficult task to explain the geometry involved in making a slip joint pocketknife. The relationship between the spring and the tang of the knife is very important. So rather than getting into all of that, I will use an old knife that I’ve taken apart as a pattern for the project. If you don't have an old knife, feel free to download this pattern that I made up out of some 01.
| (3) |    |
Take a black magic marker and color in enough of the 01 to allow the outline of the blade and spring to be scribed onto the steel. Using the old blade and spring as a pattern, scribe around each.
| (4) |   |
Use a metal cutting band saw to roughly cut the blade and spring out of the 01. If you do not have a band saw, a hacksaw will do the trick also. (It just takes longer.) Be sure to use a push block if you are cutting through pieces. It will be nice to finish the project with all ten fingers.
| (5) |  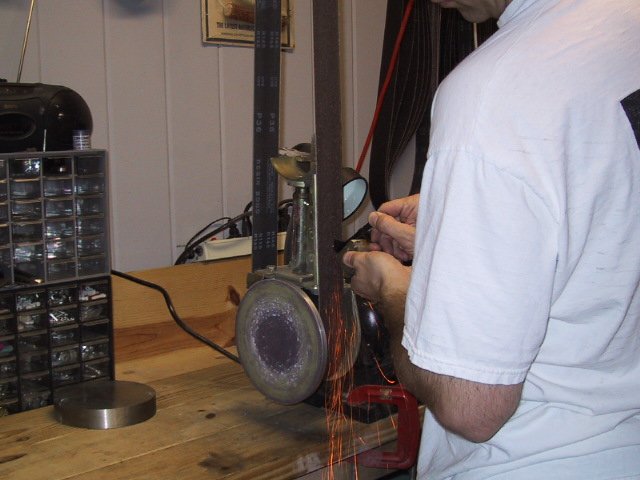 |
Now that I have the blade and spring roughly cut out, it’s time to grind them down to their correct shape. I start off using a 36 grit belt on my 2x72. I grind the pieces down to just outside of the scribed lines. Be sure to keep the dunking water nearby because the small pieces heat up pretty quick. You will notice in the second picture that I’m using a push block to support the piece while grinding it. I use a push block a lot, so I will not comment on it each time.
| (6) | 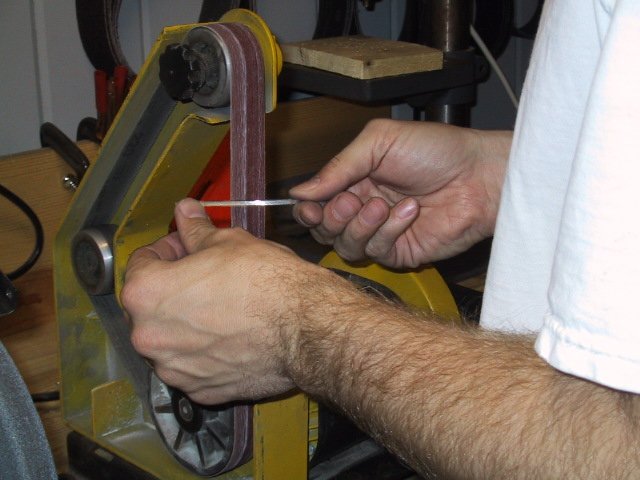 |
After I finish grinding with the 36 grit belt, I move to up to an 80 grit and bring the grind down to the scribed lines. You will notice that there are going to be a few places that will be hard to reach with the 2x72 grinder. I move down to the 1x30 grinder when I get to these places. I use files to clean up places that I can not get with the 1x30.
| (7) |  |
Clamp up the blade into the vice. Put a piece of leather between the vice jaws and blade to keep the blade protected. Using safe edge files, file away the areas on the top and bottom of the tang to the scribed lines. (See the area that I’m pointing to in the photo.) Use the same method to clean up the spring if there are areas that you could not get to with the grinder.
| (8) |  |
Throughout the process of making the knife, the knife pieces will need to be flat sanded to keep them smooth. Take a folded piece of tape and stick it to one side of the blade. Place a piece of sandpaper on a very flat surface, and rub the blade back and forth by holding on to the tab of tape. The goal here is to remove the burs left from grinding. I will refer to this process as “flat sanding” through out the rest of this tutorial. Flat sand both sides of the blade and the spring.
| (9) |  |
Using the old knife blade, mark the place where the pivot hole should go on the new blade. Note that the new blade will be slightly larger than the original. This is OK because we will have to make adjustments in the action of the knife by grinding areas away. You can always grind metal off, but you can never put it back. Use a center punch to pop an indention where the hole should be drilled. Go through these same steps with the spring.
| (10) |  |
Drill the pivot hole out with a 3/32 inch drill bit. If you don’t have a drill press, a hand drill will work. Just be careful to drill as slow and as vertical as you can. It is very important that the pivot hole is square with the sides of the blade. Follow these same steps with the spring. The two holes in the spring will also be drilled with the 3/32 inch bit.
| (11) |  |
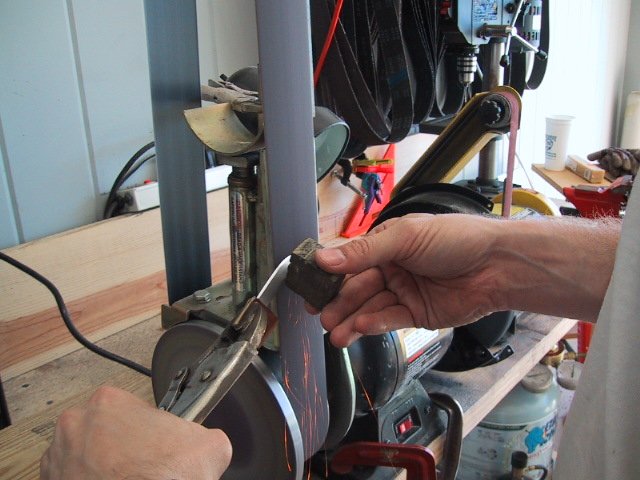
The end of the blade tang should be rounded to give the knife smooth action when opening and closing. Drill a 3/32 inch hole in the corner of a small piece of wood. Place a pin through the blade and into the piece of wood so that the blade can pivot on the pin. Using a disc grinder, grind the end of the tang smooth by placing its edge against the disc and slowly pivoting the blade on the pin. If done right, you will be left with nice rounded end on your tang. Be careful not to remove too much from the tang. In order for the knife to work correctly, there must be slightly more distance between the pivot hole and the end of the tang that there is between the pivot hole and top or bottom of the tang. This helps give the knife its snap when opening and closing.
| (12) |  |
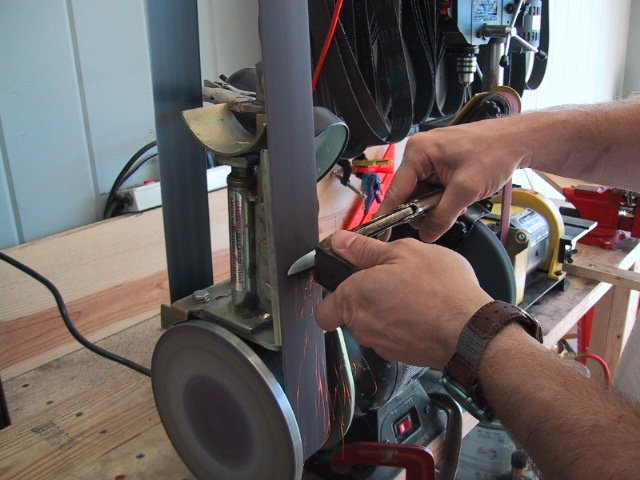
Grind a slight angle at the end of the spring. The angle should slope from the outside of the spring to the inside. (See the photo.) Only grind off enough of the spring to make a slight angle. Too much grinding will leave you with a short spring.
| (13) | ;) |
Flat sand the blade and spring to remove the burs. Now I have the new blade and spring profiled. The new parts closely match the old parts but they are slightly larger. This is ok. We can now put away the old blade and spring because we are done with them.
| (14) |  |
Take a flat piece of wood and drill a 3/32 inch hole in it. Pin the blade to the board and place the spring up against the tang. The spring should extend just slightly past the tang at its last point of contact. This is just left of the pin in the photo above. No part of the blade other than the tang should be touching the spring. The tip of the blade should come close to the spring, but not touch it. If the tip of the blade touches the spring, then the blade is too long and the end needs to be shortened and reshaped. If there is a large gap between the tip of the blade and the spring, the spring is too long and needs to be shortened. At this point, don’t worry if the tip of the knife rises above the spring or if the edge of the blade touches the center of the spring. That will be addressed within the a few steps. Once your blade fit up similar to the one in photo, you are ready to move on.
| (15) |  |
As carefully as you can, hold the spring with one hand and rotate the blade to the open position. The spring will move a little, but you should be able to keep it relatively in place. In the photo above, the blade will not open to the fully opened position. The reason is because the end of the spring is longer than the cutout at the top of the tang. In other words, the tang of the blade is too short. (Note that there should be a small gap under the end of the spring where the spring hits the blade. This helps to give the spring snap, and it allows an area for lint to collect without effecting the knives performance. This is why I ground the end of the spring at a slight angle in one of the earlier steps.) If the tang is too short, follow the steps that go with the next photo. If there is a gap between the end of the spring and the cutout, then your tang is too long. To fix this problem, move the spring up into the gap, hold the spring in place, and pivot the blade to the closed position. More than likely, your blade will now be too long. Shorten and reshape the blade until it fits up similar to the photo in the previous step.
| (16) |
|


To make the tang longer, clamp the blade up in the vice. Using a safe edge file, file away. Be careful to only file forward and not to file down into the tang. The key here is to file a little, check it, file a little more, check it, ….. Keep doing this until the blade and spring fit up like in the second photo.
| (17) |
|



Next we must make sure that the spring of the knife will rest in the same position when the knife is both opened and close. An unfitted spring takes away from the beauty of the completed knife. First lay the blade and spring out like in the previous step. Make a mark onto the board at the place of the center pin hole. This will be the hole in the middle of the spring. Drill the hole out with a 3/32 inch bit and place a pin in it. With the blade in the open position, take a pencil and draw a line down the length of the back of the spring. This line represents the place where the spring rests when the knife is in the open position. Pivot the blade to the closed position and check the back of the spring against the line. The goal here is for the back of the spring to line up with the line. I was lucky. The spring in the photos above lined up perfectly without me having to make any adjustments. This is not usually the case for me.
| (18) |  |
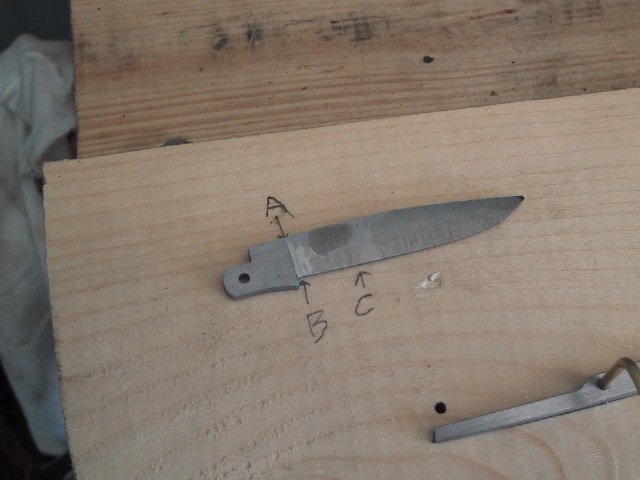
If the spring is lower than the drawn line when the blade is in the closed position, grind or file a little away from point A. This will lower the spring while the knife is in the opened position. You will need to redraw your line and check the open and closed positions again. If the spring is higher than the drawn line when the blade is in the closed position, grind or file a little away from point B. This will lower the spring while the knife is in the closed position. Points A, B, and C are all tied in together. If you grind or file point B, the tip of the blade will rise from the spring. Therefore, point C will need to be filed or ground a little to bring the blade tip back down. Once every thing fits up correctly, it’s time to grind the bevels into the blade.
| (19) |
|
;)


Take a black magic marker and color the bottom edge of the blade. Then place the blade on a flat surface and use a drill bit to scribe a line along the length of the edge. I use a 5/64 inch bit when working with a 3/32 inch blade. The line will be slightly off center. Flip the blade and do the same to the other side. You should be left with a thin solid black line in the center of the blade.
| (20) |
|

Now grind a 45 degree edge on each side of the blade down to the scribed lines. This will serve as your guide when grinding the rest of the bevels. To support the blade, I hold the tang with vice grips. I wrap a piece of leather around the tang to keep from scratching it up. Once you have your 45 degree edges ground, proceed to grind from the bottom edge to the black edge of the blade. Be careful not to grind past the back of the blade or the scribed lines at the edge.
| (21) |
|


You can see by this photo that I’m not the best at grinding a clean transition between the blade’s bevel and its tang. That’s ok though, because I know how to use a file. A clean line between point A and B is needs to be filed into the blade. First clamp a piece of wood into the vice, and then clamp the blade to the piece of wood. Use safe files to file a clean transition as seen in the third photo. Try to bring the filed lines all of the way to the top of the blade, but try not to file deeper than the top edge.
| (22) | ;) ;) ;) |
Fit the blade and spring up again on the board to make sure everything fits well. I ended up grinding the tip of the blade off, so I had to go back and grind the spring so that everything would fit back up. Prior to heat treating the spring and tang of the blade need to be flat sanded to remove any burs. Flat sand each side of the spring as demonstrated before. You will not be able to flat sand the blade in the same manner because it is no longer flat. Rub both sides of the tang on the sandpaper as seen in the last photo. Do both sides, and take care to sand them evenly.
| (23) | ;) ;) ;) |
Now it’s time to heat treat the blade and spring. Bring each part up to a cherry red until it no longer will stick to a magnet. Heat the part just a little longer and quench it in oil. It looks like I brought the spring up to a white heat in the first photo, but that was just a lighting trick played by the camera. Wipe the parts off good after they cool. They will be black with scale.
| (24) | ;) ;) |
I use the 1x30 grinder to clean up the edges of the spring, and to clean the bevels and edges of the blade. Flat sand the sides of the spring and the tang to remove the scale. I don’t use a grinder on these areas because it’s easy to take off a little more than you intended. Keep in mind that these areas have to stay perfectly flat in order for the knife’s action to work correctly. (Now, don’t that look better?)
| (25) | ;) ;) ;) |
The spring of the knife is not really a spring at this point. It’s really just a hardened piece of steel. Now is the time to actually make it into a spring. This is done by slowly heating the end of the spring with a torch. The metal will start to turn colors as you heat it. It will start off by turning to a straw yellow, followed by a brownish color, then purple, bright blue, dull light blue, back to gray, and so on and so fourth. The spring needs to be heated to the bright blue color and then quenched in water to stop the temper. The bright blue color should run uniformly from the end of the spring to just past the center hole. It’s important to go past the hole so that the spring will not be brittle and week at its center. It’s real easy to overheat the spring. If this happens, the spring needs to go through the complete heat treating process again. This happened to me in the second picture. The third picture shows how it came out after going back through the heat treating, sanding, and tempering process. It’s hard to see the blue color in the photo, but you should be able to see that the color is uniform from the tip to the center.
| (26) | ;) ;) ;) |
Now pin the blade and spring back on the board. Make sure that the back of the spring still lines up with the line that you made earlier. If it does not, just draw another line. Remove the blade and pivot the spring about two millimeters from the line. (See the arrows in the second photo.) Mark the wood where the back hole of the spring is now sitting. Drill this hole with a 3/32 inch bit and pin the spring to the board with both pins as seen in the second photo. This will create the load on the spring when the blade is pinned into place. Work the blade into place and put the pin in. It will be tight, but the spring should bend slightly allowing the blade and pin to be inserted. Try to get the pins deep into the wood to remove as much play as possible. If all has been done right, you will now be able to open and close the knife. The knife should snap open and shut. The spring will feel stronger when the knife is completed. The wood tends to slow the action down.
| (27) | ;) ;) ;) |
Close the blade and check to see if the tip of the blade needs to be lowered toward the spring. The tip of the blade will be raised a little when the spring under its load. I needed to bring the tip if this blade down a bit, so I ground a little from the tang at point C in the second photo. This brought the tip down as seen in the third photo. Be careful not to remove too much because you don’t want the edge of the blade to be touching the spring.
| (28) | ;) ;) |
Now it’s time to make the knife’s liner. Take the black magic marker and color in enough of the 1/32 inch brass sheet to be able to scribe around each of the original knife’s sides. Cut the brass pieces out with a band saw or a hacksaw and grind them close to the shape of the original sides. I usually try to grind the pieces to between 1/8 to 1/16 inch outside of the scribed line as seen in the second photo. This gives me room to fit everything up. Flat sand the brass pieced to remove any burs from grinding.
| (29) | ;) ;) ;) |
Compare the two brass sheets, and lay out the blade and spring on the smaller of the two. Mark, drill, and pin the pivot hole for the blade pin and the center hole for the spring pin. Next, remove the blade’s pivot pin, and rotate the small end of the spring down about two millimeters as we did earlier. Mark and drill a hole in the liner through the spring’s back hole. Fit everything up back on the board with the pins in. The spring should be under load, and you should be able to snap the blade open and closed.
| (30) | ;) ;) |
Place the liner with the holes in it on top of the solid one. Drill through the top liner and place a pin in each of the holes. Placing a pin in each hole after it is drilled will help keep the liners lined up. The drill bit will leave sharp burs on the bottom sides of each brass piece. Flat sand these burs away before moving on.
| (31) | ;) ;) ;) |
Put the knife together and see how it works. It may be hard to put the pivot pin through the blade because of the load on the spring. A trick I use is to sharpen a long taper on the end of the pivot pin. Stick the sharpened end into the hole and work it back in forth until the blade loads into the correct position. The knife’s action will probably be pretty rough at this point, and the blade may disappear into the liner when closed. With the knife together, grind the liners down closer to the final shape of the knife. Remove the blade from the liner and round the ends off so that they match.
| (32) | ;) ;) ;) |
Take the knife apart, flat sand the liners to remove the burs, and put the knife back together. Open and close the knife a couple of times and see if you like the way the blade sits in the liners. If you don’t like it, do a little more grinding and sanding on the liners until you like the way it looks. Once you are satisfied, take the knife and clamp two of the pins up in a vice. Use a Dremel tool with a cutoff wheel to cut the nail nick into the blade. If you want the inside of the nail nick to be black, than it needs to be cut before heat treating. This will create scale down in the nail nick, and it will be black when the blade is completed.
| (33) | ;) ;) |
In order for the blade to open and close more smoothly, the width of the tang needs to be slightly smaller than the width of the spring. Measure the end of the spring with a micrometer or a caliper. If you don’t have a measuring device, you can lay the pieces on a flat surface and just eyeball it. A piece of 3/32 inch steel will measure to just under .094 inches. I usually try to bring the sides of the tang down to around .085 inches or so.
| (34) | ;) ;) |
This is the only time that I use a grinder on the sides of the tang or spring. Hold the blade and press the tang lightly against the disk grinder. Do this for each side of the tang and measure it again. If you don’t want to use the grinder for this step, you can bring the sides down with sandpaper as seen in the second photo.
| (35) | ;) ;) |
Place the blade between the liners and check to make sure that it lies evenly in the center. Make the necessary corrections if it doesn’t. Put the pins back into the knife and work a drop of oil between the blade tang and the spring. The knife should now snap open and shut nicely.
| (36) | ;) ;) ;) |
Now that we have the mechanical workings of the knife finished, it’s time to turn our attention to making the sides. First decide how long the bolsters should be and draw them off on the liner. Color enough of the 1/8 inch Nickel Silver with the magic marker to allow you to scribe out four bolsters. Cut the bolsters out with a band saw or a hacksaw. Be sure to leave a little extra room around the scribed line. Don’t worry about rounding them off at this point.
| (37) | ;) ;) |
We now want to grind the inside ends of the bolsters flat so they will fit well against the bone scales when we put the knife together. Start off my making sure that the disk grinder’s support table is square with the disk. Adjust the table if needed. Grind just enough from the inside edges of the bolsters to make them flat and smooth. Set these aside for now.
| (38) | ;) ;) |
Take the shin bone and slice off enough from one side to make the two scales. The scales should be a little longer than the distance between the bolster lines drawn on the liner, and a little wider than the liner. The thickness is not important at this point as long as it’s at least 1/8 inch thick.
| (39) | ;) ;) |
Fold a piece of tape over so that it makes a tab, and stick it to one of the pieces of the bone. Grind the bone to the correct size against the grinder’s flat platen. Hold on to the tab of tape like a handle.
| (40) | ;) ;) |
Use the disk grinder to make the ends of the bone flat so they will fit well against the bolsters. Also clean the sides of the bone up on the disk.
| (41) | ;) ;) ;) |
Now it’s time to solder the bolsters onto the liner. I use silver solder with a liquid flux. You should be able to get it at your local hardware store. Clamp up a pair of vice grips into your vice as seen in the first picture. Clamp a bolster to one end of a liner and put a drop of flux in the corner. Heat the flux from the underside until it starts to bubble. Then put a small piece of solder in the corner and heat it form the underside as seen in the second picture. The solder will start flowing as soon as it heats up. Keep heating the underside of the liner until the heat pulls the flowing solder down around the bolster. Take a flux brush and brush the excess solder out of the corner.
| (42) | ;) ;) ;) |
Check the solder joint to make sure that the solder goes all the way around the end of the liner. Add more solder to the joint if needed. Take a small triangle file and clean up the solder in the corner of the bolster and liner. You don’t have to worry about cleaning up the solder around the bolster at this time. Once you have the corner cleaned up, lay the bone piece against the bolster to make sure it fits. File more solder away from the corner if needed.
| (43) | ;) ;) ;) |
Clamp the liner and the second bolster up in the vice grips. Place the bone piece between the two bolsters and adjust the liner until the bone fits good and tight. Remove the bone and solder the second bolster. Clean up the solder joint with a small triangle file until the bone fits nicely between the bolsters. Place the two liners back to back and put a pin though the center hole. You want to make sure that the bolsters on each side of the knife line up. Hold a bolster in place and mark the second liner with a pencil. Clamp the second liner and bolster in the vice and solder them in place. Follow the same steps that were outlined earlier for soldering and cleaning up the bolsters.
| (44) | ;) ;) ;) |
We now have our bolsters soldered to our liners. Grind the bolsters down to match the liner. Be sure to dip the liner and bolsters in water often to keep the heat down while grinding. It’s very easy to overheat the bolsters and melt the solder. If this happens the bolsters will fall off, and you will have to go back and solder them again. Keep this in mind any time you are shaping or smoothing the bolsters. Flat sand the back of the liners and the top of the bolsters to remove any burs.
| (45) | ;) ;) ;) |
Turn one of the liners upside down and drill through each of the bolsters. Use the previously drilled hole in the liner as a guide. Put the knife together with pins to see how the holes line up. If you have trouble getting one of the pins through, take the assembled knife to the drill press and drill through the hole. This shaves off any edges that are keeping the pin from going completely through.
| (46) | ;) ;) |
It’s kind of hard to see what’s going on in these next two photos. We need to drill through the backside of the liners and into the bone scales. This becomes difficult if the bone scales are thicker than the bolsters. If you don’t drill the holes vertical, then the pins will not go through. Place one of the bone scales between the bolsters of a liner. Use the disk grinder to bring the surface of the bone down to the height of the bolsters as seen in the first photo. Now the bolsters and bone will line up when placed upside down on the drill press as seen in the second photo. Drill a hole in the bone through the center hole of the liner.
| (47) | ;) ;) |
I use super glue gel and 1/16 inch pins to hold the bone scales onto the liners. Center punch a small indention on each side of the bone. Be careful not to hit the center punch too hard or you may do damage to the scales. Try to make the mark an equal distance from the top to bottom to outside edge. Pin the bone and liner to a board with the center pin. Drill the first 1/16 inch hole and place a pin in it. Then drill the second hole. Placing pins through the holes as you drill them will keep everything lined up.
| (48) | ;) ;) |
Put the knife together and see how it looks. Now grind the excess material from the bolsters and bone until you get to the liner. Try to be aware of the bolsters heating up. Take the blade out so you can grind the ends down to match.
| (49) | ;) ;) |
The knife looks pretty good at this point, but we need to grind the bolsters down and round them off. Take the knife apart and grind the bolsters by holding the liner. I use the flat platen to grid the bolster to their basic rounded shape. I then hold the liner and rock the bolster back and forth against a slack belt to round off the edges.
| (50) | ;) ;) |
This is another picture in which it’s hard to see what’s going on. Now that we have the bolsters rounded, we need to round the bone scales to match. Place pins in the bone and liner, and grind the bone by rocking the liner back and fourth. You will have to move the pins around to get to all of the bone. Try to keep two pins in the liner at all times to keep the bone in place. Be careful not to get it too hot.
| (51) | ;) ;) |
Take a Dremel tool and jig up the bone. It looks best if there is not pattern and it’s just randomly jigged. I usually start at one end and work my way down. Then I go back and randomly hit different places until I’m pleased with the way it looks.
| (52) | ;) ;) ;) |
I found a good method for stabilizing and coloring bone in the “Shop Talk” area of BladeForums. This was my first time to try this method, and I was pretty pleased with the results. Here are the steps: 1) Take a glass jar and fill it with wood hardener. 2) Add in the die of your choosing and mix it up well. You can add some acetone if you want to thin the liquid. 3) Use a hair drier and heat the liquid in the jar until it’s warm to the touch. Leave the top partially off as seen in the second photo. 4) When the liquid is good and warm, heat the bone in the microwave for around 25 seconds. 5) Immediately drop the bone into the liquid as soon as it comes out of the microwave. 6) When the bone quits fizzing, screw the top tightly onto the jar. 7) Wait until the jar reaches room temperature and place it in the fridge overnight. 8) Take the pieces out of the liquid, blot them off with a paper towel, and set them out to dry.
I took my bone out after about 12 hours, but I would have liked to bone to have gotten a little darker. Next time I’ll leave it in for about a day. Also, I didn’t have any wood hardener so I used polyurethane. I used leather die as my coloring agent, but I’ve also heard of using food coloring or Rits Die.
| (53) | ;) ;) ;) |
While the bone scales are drying, we will turn our attention to cleaning up the blade. Be patient and allow yourself plenty of time for these steps. I start off by clamping a board in the vice and c-clamping the blade to the board. I use leather around the blade to keep it from getting scratched up. Take a piece of brass, or any other flat and hard material, and wrap it with sandpaper. I start off with a 180 grit. Sand the blade back and forth until all of the scratches in the blade go in one direction. Turn the blade around and do the same to the tang area. Flip the blade over and do the same to the other side. Then take the blade out of the vice and sand the areas that you couldn’t get to. When you have all of the scratches going in the same direction, go to a finer grit sandpaper and repeat the process but change the direction you are snading. Keep doing this until you get up to about an 800 grit paper. Be sure to remove all of the scratches from the previous paper before moving on to the next.
| (54) | ;) ;) ;) |
If all of the sanding was done correctly, the blade should look similar to the one above. I included a comparison picture showing the blade just after I finished grinding it, and the way it looked after I finished sanding it down. Can you believe the difference? The blade at this point is very hard but very brittle. It needs to be hard so it will keep an edge, but it needs to be softened a little so it’s not so brittle that it breaks. Do this by heating it in the oven for 1 hour at 350 degrees. Take the blade out and let it cool to room temperature. Then put it back in the oven for another hour at 350 degrees. When the blade comes out it should be a golden straw color. You may have to adjust the temperature and time depending on your oven. I use to heat the blade at 400 degrees for an hour and a half twice, but the blades were coming out too dark. You can clean the straw color off the blade with a metal polishing compound or by sanding the blade again with a high grit paper.
| (55) | ;) ;) |
The inside of the spring needs to be cleaned up so that it will appear nice and smooth when you look down into the knife. Clamp the spring in the vice and use different grits of sandpaper to work it down smooth. Don’t worry about the outside of the spring at this time because it will be cleaned up after the final dressing of the knife. It’s also important to clean up the sides of the end of the spring, as seen in the second photo. When the knife is in the half opened position, the sides of the end of the spring will show.
| (56) | ;) ;) |
I usually glue the bone scales to the knife before I pin them down. Take super glue gel and cover the surface if the liner. The gel helps seal any cracks that may be between the liner and the bone. I put a pin through the bone and the liner to make sure that the bone is lined up. This next part has to be done fast…. Press the bone firmly down to the liner, remove the rod, and wipe the excess glue away. Be sure not to leave your finger, or anything, in place to long or it will be stuck. Trust me on this. I use to use epoxy for this step. Epoxy gives you a longer working time, but it sometimes warps the liners when it dries.
Once everything is dry, you will probably have to drill the holes in the liner again to remove the dried glue. Next, take a cone shaped Dremel bit and countersink all of the holes on the outside of the liners. You will also need to countersink the two small holes on the inside of the liners.
| (57) | ;) ;) |
Place a 1/16 inch brass pin through the small hole in the liner and clip it off. Do this at each end of each liner. I usually leave the exposed length of the pins about twice as long as the pins width. Take the flat face of a ball-peen hammer and give each of the pins a good smack. Make sure the pins are in the center, and take care not to hit the surface of the bone. This smack with the hammer will make the pins swell in the holes so that they will stay in place as we grind them down.
| (58) | ;) ;) |
Take the side of the knife to the disk grinder and grind the edges of the pins down to about Ѕ as long as the pin is wide. Be careful not to let the disk hit the bone or the inside of the liner. With the peen end if the hammer, gently peen the ends of the pin down. The secret here is to go slow and easy. I usually start off by peening the top surface. Then, as I peen the bottom surface, the peening will usually pull the head of the pin on the top surface nice and tight. Once you get the pins peened, flat sand the bottom of the liners to flatten the pin heads and to remove any super glue or scratches.
| (59) | ;) ;) ;) |
Put the knife back together and grind the outside edges down for the last time. What you want to do here is grind the liner, bolsters, bone, spring, and blade down flush with each other. I do this on a 320 grit belt. Make sure that the ends of the knife are rounded nice and smooth. You will have to remove the blade to grind the blade end of the knife. Take the knife apart and flat sand all parts to remove any burs. We now need to sand the outside of the spring and the top of the blade. Clamp these parts up in the vice and sand them smooth as seen in the second two pictures.
| (60) | ;) ;) |
Put the knife together again and make sure that everything fits up and works correctly. Use nickel silver pins through the bolsters, and use a brass pin through the center of the spring. Cut the pins off as we did earlier, but you don’t have to smack these pins with the hammer yet. The pins will stay in place because of the load on the spring. Take the knife to the disk grinder and grind the pins down to a length of about Ѕ of the pin’s width. Peen the back and center pin down as we did earlier, but DO NOT peen the blade’s pivot pin at this time. Make sure that the bolster pin is peened well and that it completely fills its hole. When we later sand the bolster pins down, you should not be able to see the pin at all.
| (61) | ;) ;) |
Let me start off by explaining what’s in this next picture. The small piece of metal to the right is a razor blade that has been broken in half, and I ground a small cutout into the end of the edge side. The two metal pieces in the center are scrap pieces that I use as wedges. Take the razor blade and work it in between the blade and the liner. Fit the cutout around the pivot pin, but try not to get the razor between the liner and the spring. The razor will keep us from peening the knife together and wedging the blade to where it will not open or close. Put the wedges in between the liners to keep the liners from closing up as we peen the blade in. Peen this pin like we did the other bolster. When finished, remove the wedges and the razor. The razor will be hard to remove, so be careful. I usually have to use pliers to remove it while I work the blade back and forth.
| (62) | ;) ;) |
Use a high grit belt to grind the pins down and smooth up the bolsters. If the pins were peened correctly, you should not be able to see the bolster pins at all after you finish grinding them. Grind the bone so that it’s rounded and has a smooth transition between it and the bolsters. The brass pins in the bone can also be ground down smooth if desired. When you are finished grinding, take a small file and round off all of the knife’s edges. (Blade excluded.)
| (63) | ;) ;) |
Take sand paper and smooth the bone and bolsters. Keep using finer and finer paper until you are satisfied with the look. I usually go for a frosted looking finish because it will not show the scratches that a mirror polished finish would. I sand up to about a 800 grit paper. Then I move to a “00” steel wool followed by a “0000” steel wool. This gives the bolsters, pins, and liner a nice smooth look, and it really polishes up the bone.
| (64) | ;) ;) |
The knife is almost finished. We just need to sharpen it and clean it up. I start the sharpening process off by running the blade across a 220 grit belt a couple of times to cut the main edge. Then I take it to a very fine stone and work it back and forth until I’m satisfied with the results. I’ll also strop it to remove the wire edge. The knife is nice and sharp now.
| (65) | ;) ;) |
This is my favorite part: Take WD-40 and blow out all of the grit and grime that has collected in and around the knife. Use it to clean all of the grit out of the blade’s pivot area. Wipe the excess oil away with clean dry cloth, put a drop of lubricating oil in the pivot area, open and close the knife a few times, and go show your wife.
| (66) | ;) |
The finished knife. I really enjoyed making this knife and this tutorial, but I’m glad to be done with both. As with every knife that I finish, I see things that I could, and would have, done different. However, these are the basic steps that I take to make a slip joint folder.
I hope the tutorial was informative and enjoyable. Please email me if you have any questions or comments.
Happy knife making! -chris